锻造用钢
自由锻造所用的原材料有钢锭和钢坯两种类型;由于钢坯也是由钢锭轧、锻而成的,所以钢锭是最基本的锻造用材,它的质量优劣直接关系到锻件质量的好坏。
钢的冶炼方法
应用较普通的冶炼方法有:
(1)碱性平炉法,是以碱性炉渣来炼钢的,它能大量去除钢液中的硫、磷,但氢含量较高。
(2)酸性平炉法,是以酸性炉渣来炼钢的.它不能去除钢中的硫、磷,所以对炼钢原料要求经过精选, 因而成本较高,但钢中氢含最较低。
(3)碱性电炉法,是靠髙温电弧进行冶炼加热的。钢液中的非金属夹杂物大为减少,硫、磷含量也较小.但氢气含量仍然较高。
为了提高钢的质量,国内外还应用了真空熔炼、电渣重熔等新的冶炼技术,以更有效地减少钢中的有害气体和物质。
钢锭的型式、组织与缺陷
(1)钢锭的形状、尺寸和型式
钢锭的形状通常是截头锥体,上端较大,下端较小,其横截面的形状有方形、圆形、扁方形和多角形(8角、12角、24角)等,见图。因此,决定钢锭形状和尺寸的因素有锥度,高径比和截面形状。
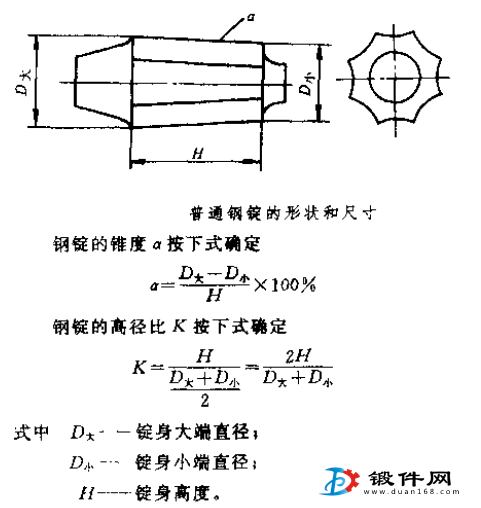
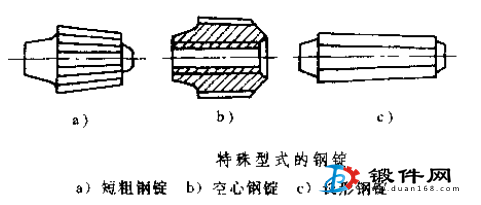
钢锭的型式有普通和特殊型两大类型。普通型式的钢锭,是供一般锻件用的,其锥度a为4%左右,髙径比K约为1.8?2.3,冒口的比例约占17%。特殊型式的钢锭如图,是供重要或特殊形状锻件用的。其中,短粗钢锭的锥度a为高径比尺为11%-12%,高径比K为1.5左右,冒扣的比例占20%-24%,这种形式的钢锭结晶质;量高,缺陷少,供重要的大型锻件用作坏料;空心钢锭则只能用作大型空心锻件的坯料,以减小头部和心部的切料损失,其重量为7?145t此外也可用作薄壁轧管的坯料;长形钢锭的锥度a为5%左右,髙径比K为4左右。这种型式的钢锭主要供大型长轴类锻件用作坯料。
(2)钢锭的组织
不论钢锭的形状、尺才和重量有多大的差异,它们都是由冒口、锭身和底部组成的,如图所示。从钢锭的纵、横剖面可以观察到钢锭各部分的内部组织结构情况。
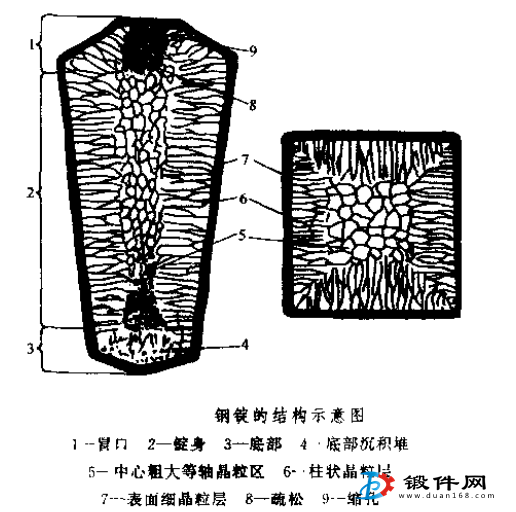
1)冒口。是钢液向固态转变过程中最后凝固的部分,凝固时已无钢液补充体积的收缩,因而在此处形成缩孔及其周围的疏松区。此外,低熔点的非金属杂质等也都集中冷凝在这里。所以,冒口是钢锭组织缺陷最严重,质量最差的部分。
2)锭身。是通常用于锻造的部分,其内部表现出三层结晶结构:表面为细晶粒层,它是由高温钢液接触冷钢锭模壁时急冷而形成的;表面以下为柱状晶粒层,它是由于此处的结晶比较缓慢,散热时热量均沿垂直于钢锭模壁的方向传播,因而导致晶粒定向成长的结果:中心部分为粗大的等轴晶粒区,这是由于中心区域均匀缓冷时、敢热方向已不明显,因而导致晶粒朝各个方位等速成长的结果。
3)底部是钢液接触锭模的部分,也是中心部分凝固过程中大量杂质(炉渣及重金属等)沉积的部分,因而形成带沉积堆的细晶组织区。
钢锭的冒口和底部都需在锻造过程中予以切除。
(3)钢锭的缺陷
由于钢锭的形成过程,导致它出现某些必然的缺陷,这些缺陷是:
1)缩孔及疏松。是钢液最后凝固部分体积收缩时所产生的。它的产生虽不可避免,但对其出现部位可进行适当控制。浇注钢锭时在锭模的顶部加保温帽,以便造成个缓慢冷却和最后凝固的区域,使缩孔和疏松都集中在区内,以便于在锻造时随冒口一起切除。
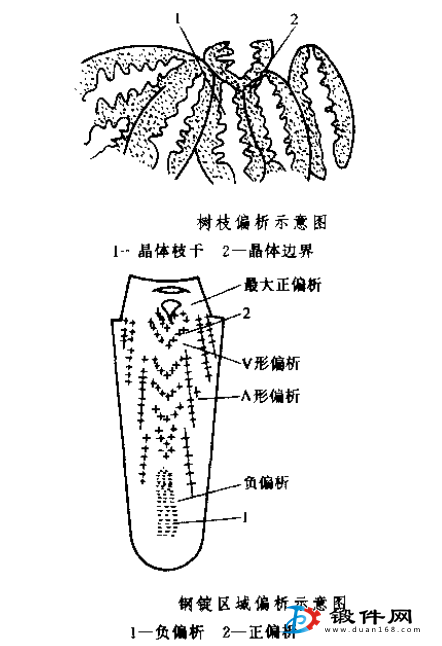
2)偏析。是指钢锭中各部分化学成分的不均匀性,有树枝偏析和区域偏析两种。
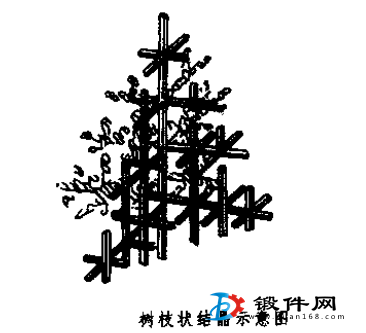
①树枝偏析。由于金属结晶多以树枝生长方式进行的,即先形成晶核,然后长出枝干,在枝干长大的同时,又在其上长出新的枝干。如此下去,直到相邻的树枝状枝干相遇为止。这便是树枝结晶,如图所示。然而,先凝固的枝干部分,成分较纯,杂质较少;而后凝固的枝间部分则杂质较多。先凝固的晶体杂质较少,而后凝固的晶体边界则杂质较多,如图中,由于各种合金元素及杂质的这种选择性结晶,因而在枝干、枝间及晶粒边界造成了化学成分的不均匀性,这种晶粒范围内的成分不均匀性称为树枝偏析。
树枝偏析可以通过锻造、再结晶、高温扩散和锻后热处理得到消除。
②区域偏析。是指钢锭各个部位化学成分的不均匀现象。这种区域性的偏析是由于结晶有先后,初生晶体、钢液、杂质的密度不同,凝固过程中,气体的析出和 上升等原因造成的。按成分的差异状况,它可分为正偏析和负偏析,正偏析是指杂质及合金元素高于钢锭平均成分的偏析,低于平均成分的偏析称为负偏析。按部位来分,则有V形偏析区、A(倒V)形偏析区和正、负偏析区,如图所示。倒V形偏析区是由于低熔点杂质被柱状晶粒棑挤并随气体上浮而形成的,成分上属于正偏析,其中硫和磷的含量很高,同时还存在大量的显微孔隙和疏松。V形偏析是由于结晶时初生晶体下沉、钢液由冒口处补缩形成的。由于凝固最晚,因而含有更多的硫化物夹杂和疏松,也属正偏析。负偏析区分布在钢锭的下部。由于初生晶体下沉,其合金元素和杂质的含量都低于钢锭的平均成分。且含有很多熔点较高的氧化物夹杂。
一般,钢锭头部和心部的偏析较钢锭下部和外部的偏析严重;而且重量和体积越大和合金元素含量越多时,偏析现象也就越严重。
区域偏析只能通过锻造来减轻其影响。如将杂质分散,将孔隙和疏松锻合等,对于大直径钢锭,还必须采取一些特殊的工艺措施才能保证锻件的质量。
3)夹杂。是指不溶解于金属基体的非金属化合物。常见的夹杂有硫化物、氧化物和硅酸盐等。实际上,夹杂有两类:一类是冶炼和浇注时的化学反应物;而另一类则是冶炼和浇注过程中被带入的。
钢锭中的夹杂分布也是不均匀的,在V形和倒V形偏析区内都有很多夹杂,尤以钢锭心部最为集中。危害性的粗大夹杂物主要分布在钢锭底部的负偏析区。
钢锭中夹杂物的存在,破坏了金属基体的连续性,因而也降低了钢锭的可锻性。锻造不可以消除钢中的夹杂,但是,通过合理的锻造工艺可以破碎粗大的夹杂,并使之分散分布,以达到改善钢的力学性能的目的。
4)气体。钢液中溶解有很多气体,在凝固过程中会有大量气体析出,但总有一些气体会残留在钢锭内或皮下形成气泡。钢锭内部的气泡可以通过锻造予以锻合,但皮下气泡却常常容易引起裂纹。
在钢锭中常见的残留气体有氧、氮、氧等,其中氧和氮最终以氧化物和氮化物夹杂存在于钢锭中,而氢会引起钢的“氧跪”现象,是钢中危害性的气体。
5)穿晶。是指某些情况下,钢锭截面上几乎全部布满柱状结晶的现象,如图所示。出现这种现象的原因是浇注钢水的温度较高、钢锭冷却速度较大时。铸锭中的柱状晶粒层得以充分发展的结果。这种结晶结构易在柱状晶粒的交界处聚集易熔的夹杂,锻造时容易沿着这些部位发生破裂。多角形截面的钢锭较导避免出现“穿晶”。
6)表面裂纹。浇注工艺和钢锭模的设计制造不当时,都会造成钢锭表面产生裂纹,钢锭锻造前应彻底清除表面裂纹,否则,裂纹会在锻造过程中向钢锭内部引伸而导致钢锭报废。

7)溅疤。用上注法浇注钢锭时,钢液冲击锭模底部而飞溅起来的液珠粘附在模壁上而先行冷却凝固,它与随后充满的钢液不能再熔为一体,而在冷却的钢锭表面形成溅疤。钢锭锻造前,这些溅疤必须铲除,否则会在锻件上形成严重的夹层。
钢坯及其缺陷
(1)钢坯
是对钢锭进行第-次压力加工(锻或轧)而得到的中间坯料。经锻造而成的钢坯叫做锻坯:经轧制而成的钢坯叫做轧坯。锻坯应用得最多的是方钢和圆钢。轧坯的品种较多、热锻中应用较多的是热轧圆钢和方钢。
(2)钢坯缺陷
钢锭开坯后所得到的钢坯,使钢锭中的缺陷情况产生了某些变化,有的有所改善,有的得到消除,有的则是开坯过程中产生的新缺陷。一般钢坯的主要缺陷有:
1)伤痕、折叠和结疤。伤痕是钢坯表面上深约0.2?0.3mm的擦伤细痕是开坏过程中产生的,折叠一般多出现在直径的两端,方向相反,深度普遍大于0.5mm。如果钢坏的伤痕深度较大、折叠又严重,则在继续锻造前都必须迸行清除。结疤是钢锭上未清除掉的溅疤经开坯后在表面上形成的可剥落的金属层,厚约1.5mm继续锻造前也须清除掉。
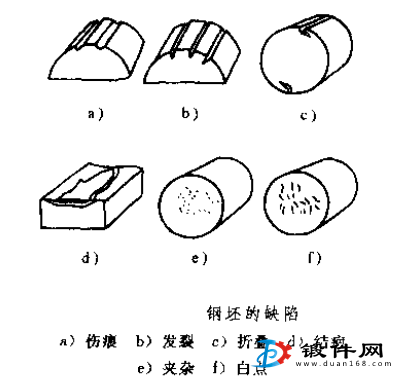
2)发裂。是钢坯上深度为0.5?1.5mm的发状裂纹。它是由钢锭的皮下气泡沿变形方向被拉长而形成的。碳含量或合金元素含量较高的钢坯如果有发裂、便会在锻前加热过程中因温度急变时使发裂扩展,甚至导致钢坯报废。因此,钢坯上的发裂缺陷必须在加热和锻造前得到彻底清除。
3)夹杂和疏松。钢坯中的夹杂来源于钢锭中的夹杂,继续锻造时易导致裂纹和发裂。钢坯中的疏松也源于钢锭中的琉松,由于开坯工艺不当,在钢坯截面上集聚或分散分布一些小的孔洞。
4)残余缩孔。由于钢锭冒口切除不够,而在钢坯上残留下来的缺陷。
5)白点。对于一些白点敏感性钢(如40CrNi、35CrMo等),当开坯后的断面尺寸较大且冷却过快时,钢中残留氢气不能排除而产生应力的作用结果,在钢坯横断面上呈现细小的裂纹而在纵剖面上表现为银白色的小斑点。白点会明显降低钢的塑性和冲击韧度。






