本标准适用于经镦拔或反复镦拔的高速工具钢刀具锻件,其他高速工具钢锻件,可参照使用。
二、技术要求
1、锻件的形状与尺寸应符合锻件图纸及工艺文件的要求。
2、锻件表面存在的局部凹坑、折叠、发裂、裂纹等缺陷,其深度不得超过单边加工余量实际值的1/2。
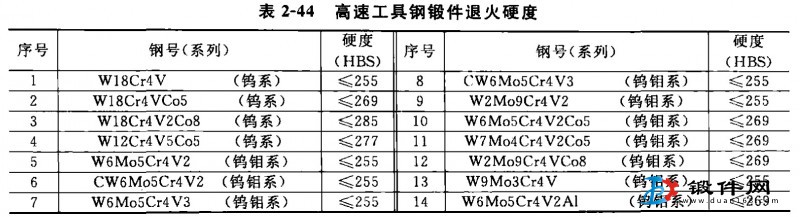
3、高度工具钢锻件应经退火处理,退火后硬度应符合表2-44规定。
4、锻件退火后脱碳层深度不得超过单边加工余量实际值的1/2.表面却邪和脱碳层叠加后的总深度不得超过单边加工余量实际值的2/3
5、锻件断口必需均匀西米,不得有裂纹和荼状断口等缺陷。
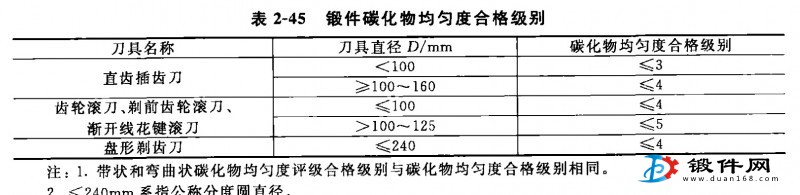
6、锻件的碳化物均匀度合格级别应符合表2-45的规定。