台阶轴的台阶常有数个,台阶一般在中间,相邻台阶的直径差别较小。根据台阶轴的形状特点,毛坯直径选用稍大于锻件的最大直径,其主要变形工艺是直接拔长,应遵守拔长工序的基本要求。锻造时先在坯料上压痕,然后拔出杆部,最后用型摔整形。其优点是对坯料的规格要求不严,需要的设备吨位小,锻件的长度不受限制等。主要缺点是锻件精度低。因为压痕时不易保证压痕深度和压痕位置的准确性,造成锻件的偏心较大和台阶的转角处不平整。不但增大锻件的径向加工余量,而且使各台阶的长度公差也增大,有时可达十几毫米至几十毫米。当台阶较多时,需要摔圆的数量增多。
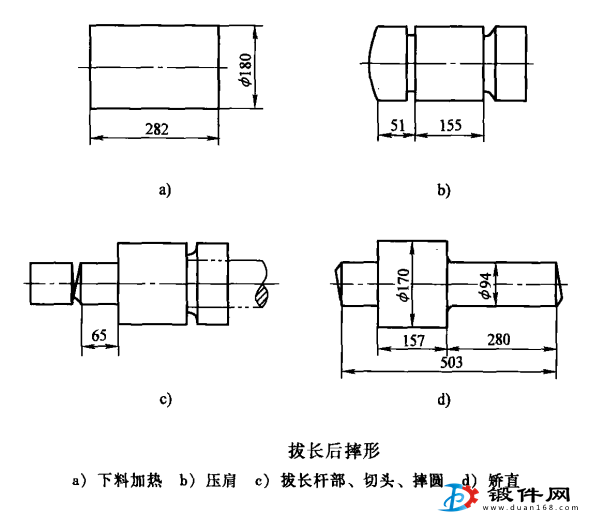
以45钢齿轮轴锻件(见图)为例,说明在台阶的拔长锻造中的工具选用和操作注意事项。
1)齿轮轴在锻造时所需要的工具有整形摔子、单面三角刀、垫铁及斩刀等。
整形摔子选两副。一副为φ95mm,用于摔圆φ94mm的直径;一副为φ170mm,用于摔圆的直径。摔子口部应有圆角,防止摔圆时产生夹痕。
垫铁用于控制锻件的直径尺寸,垫铁的厚度一般比被锻直径(或厚度)大l-2mm。
斩刀用于切料头,斩刀根据被切直径来选定。
单面三角刀用于切肩,三角刀的刃口要有一定的圆角,使切肩处金属纤维不被切断。但刃口圆角不能太大,过大的圆角会使切肩处金属的拉缩量过大。
2)坯料尺寸的选择既要考虑到锻件的最大直径,又要考虑拔长时夹持坯料的方便。
3)要做好料的分配工作,避免一端料多而另一端料不足,造成操作困难,甚至使锻件报废。
4)切肩时要注意控制压肩深度。四周切肩深度要均匀。切肩过深或切肩不均匀,拔长后会在切肩处留有凹痕,降低锻件的外形质量。在实际生产中,往往因为切肩深度过大而引起锻件的报废。因此,应使切肩深度比台阶高度小5-30mm,以避免压肩过深。

切肩长度应足够长。拔长时端部容易产生凹陷或夹层等而造成锻件报废。根据拔长的操作要点,切肩的最小长度量应符合A>D/3的要求,为留下需要的65mm长,将多余部分作为特殊工艺余块切除。这样就可防止左端产生凹陷或折叠,从而得到平整的端面。
5)切肩后拔长轴杆短的一头,滚圆至φ95mm,留下轴杆长65mm待切去,但暂且不要把料头切下,以便调头时夹持。
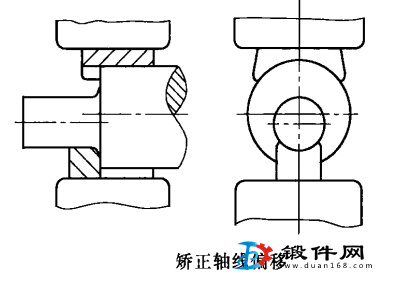
将锻坯调头,拔长另一端轴杆。在拔长直径的轴杆过程中,由于锤击不均匀、翻转操作不均匀、或锻件夹持忽高忽低,常常会发生轴线同心度偏移,应立即矫正,矫正方法见图。
6)拔长时,为防止φ94mm的直径被锻得过小,对将选择好的垫铁放在砧上控制尺寸。垫铁放入时,一定要注意安全,避免弹出伤人。
7)锻台阶轴时,先锻短的一端轴杆,再锻另一端的长轴杆,可以减少台阶轴在锻造时的弯曲。
8)轴杆拔长到需要尺寸后倒角、滚圆、摔光,并将端部料头切除。
在摔光各部分直径的同时,测量各部分直径与长度。考虑到锻件长度的冷缩,总长503nnn可放长至510mm。若所有尺寸符合要求,即可进行矫直。矫直是锻造的最后一道工序,用金属直尺仔细测量各段轴线的直线度和同心度。
9)锻件完工后,不能随手将锻件从砧上抛下,以免锻件与地面撞击产生弯曲或表面撞出伤痕。轴类锻件完工后要堆放平直,按冷却规范冷却,不要放在湿地或有风处,以免锻件局部硬度提高或产生翘曲变形。






