锻件生产中前期锻造加工的加热规范涉及到后期锻件产品质量,那么锻件钢料规格、化学成分不同,其加热规范也有所不同。下面由168锻件网为大家简单介绍。
大型自由锻件与高合金钢锻件多以钢锭为原材料。
钢锭按规格大小可以分为大型钢锭和小型钢锭。一般质量大于2-2.5t或直径大于500-550mm的钢锭称为大型钢锭,此外称为小钢锭。钢锭按加热装炉时的温度髙低可分为冷锭与热锭。冷、热钢锭的加热工艺差别很大,因此分别进行介绍。
(1)冷锭加热规范冷锭加热的关键在低温阶段,在此阶段必须限制装炉温度和加热速度。因为冷锭在低于500-600℃加热时塑性很差,冷锭内部的残余应力又与温度应力同向,锻件所用钢锭存在的各种组织缺陷还会造成应力集中,如果装炉温度高和加热速度快极易引起锻件锻坯裂纹。
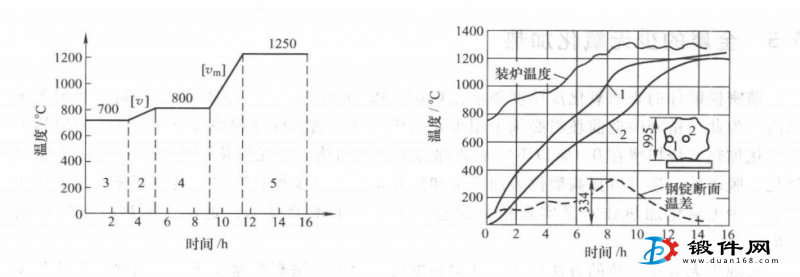
由于钢锭的断面尺寸大,产生的温度应力也大,应限制其装炉温度,并且低温阶段应缓慢加热。大型冷锭均采用二段至五段的分段式加热规范。
例如锻件生产采用的19.5t 20MnMo冷锭加热规范。下图所示为19.5t 20MnMo冷锭加热试验的温度实测曲线。从图中可见,在加热的低温阶段断面温差不大,最大温差出现在锭温600℃以上,这时钢锭已具有一定塑性,温度应力也不会造成开裂。
锻件采用小型冷锭的加热,由于钢锭的断面尺寸小,产生的残余应力和温度应力不大。碳素钢、低合金钢采用一段式加热规范,快速加热。对于高合金钢小型冷锭,为减少开裂应与大型冷锭的加热规范相同。
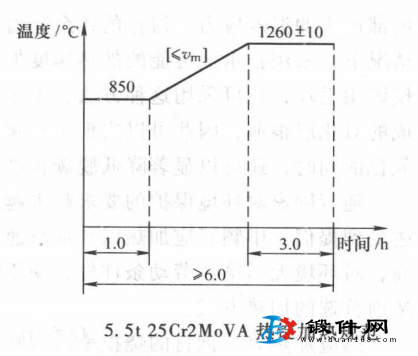
(2)热锭加热规范热锭的加热规范主要取决于它的断面尺寸,而与化学成分无关。各种成分钢料高温时热扩散率接近,各钢种的热钢锭和热钢坯可以使用同一加热规范。装炉时,热钢锭心部温度高于表面约300℃开始加热时,表面温度升高,心部温度继续降低,致使断面温差缩小,相应的温度应力不大;当温度继续升高,断面温差有所增加,但这时钢锭已经具有较高的塑性,此时的温度应力不会造成裂纹。因此,热钢锭不必限制装炉温度和升温速度,可按最大可能加热速度加热,但钢锭达到最高温度后,必须通过长时间保温使其热透且温度均勻。如图所示为5.5t 25Cr2MoVA热锭加热规范。
热锭不仅可以避免产生残余应力,降低温度应力,还可以缩短加热时间,降低燃料消耗。
锻件所用钢料规格、化学成分不同,其加热规范也有所不同。因锻件材质涉及较多如有其它材质加热规范可在下方留言,168锻件网在第一时间看到后会及时发布相关要求内容,查看更多锻造相关内容可登陆www.duan168.com查看。







